The connecting rod is one of the main transmission components in a car engine. Its force transmission effect, quality, and life span directly affect the performance and quality of the power locomotive. Therefore, there are high requirements for its strength, toughness, fatigue strength, and weight. To meet the requirements of connecting rods, the die forging process appeared. It plays a vital role in ensuring product quality, improving production efficiency, and reducing production costs. Connecting rods are long-axis precision forgings and have huge market demand.

Connecting Rod Classification
According to material classification, it can be divided into quenched and tempered steel connecting rods and non-quenched and tempered steel connecting rods. Quenched and tempered steel connecting rods refer to connecting rods that need to undergo quenching and high-temperature tempering heat treatment after forging and forming to finally meet the performance requirements. Non-quenched and tempered steel connecting rods refer to connecting rods that are forged and formed by controlling the cooling rate after forging to meet performance requirements.
According to the structure classification, it can be divided into split connecting rods and integral connecting rods. Split connecting rod refers to a connecting rod in which the connecting rod body and connecting rod cover are separated during forging. An integral connecting rod refers to a connecting rod in which the connecting rod body and connecting rod cover are forged as a whole and then separated through subsequent processing. Integral connecting rods can be divided into expansion connecting rods and split connecting rods according to the splitting method of the rod cover.
Forging Process
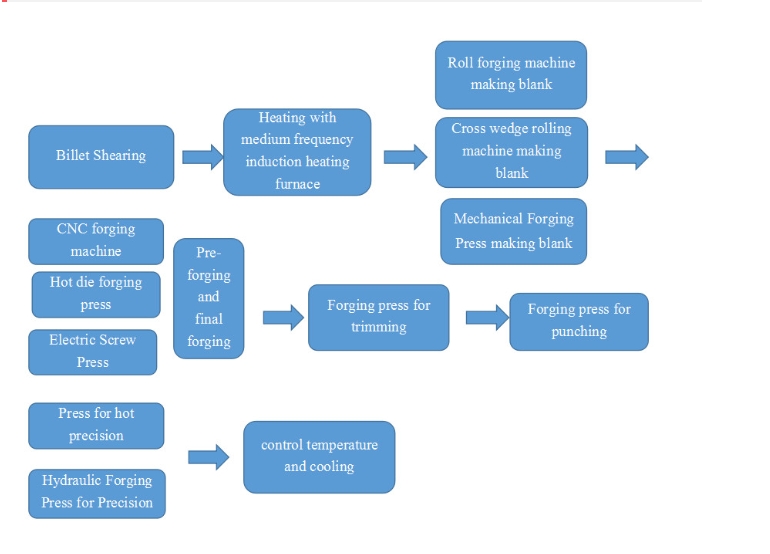
The typical forging process flow of connecting rod is:
Cutting → Peeling → Medium frequency heating → Billet making and material separation → die forging → Punching, trimming, heat correction → Controlled cooling of quenched and tempered or non-quenched and tempered steel → Shot blasting → Magnetic particle inspection → Appearance inspection → Cold precision pressing → Line inspection, straightening → Rust prevention, packing → Storage.
Analysis of the Connecting Rod Production Process
For mass production, a bar shear is usually used for blanking. Because the first process is not upsetting, the blanking quality requirements are average, but the end face cannot be deformed too much. Connecting rod forging is precision forging and has high heating requirements. Heating using a medium-frequency induction heating furnace requires high material temperature control and temperature uniformity. After heating, a roll forging machine is generally used to blank it. The cross wedge rolling process is rarely used. Forging has two steps: pre-forging and final forging. The machine can use a hot die forging press, electric screw press, and CNC hammer. Trimming, punching, heat finishing after forging, and temperature control treatment after forging.
Connecting Rod Forging Process Block Diagram
Connecting Rod Forging Production Line
Different production lines are selected for production based on connecting rod quality requirements and investment scale. Common connecting rod production line configurations are as follows:
1. Friction press die forging production line
A 250KW medium-frequency induction heating furnace is used for heating. φ400 forging machine making blank. Two friction presses perform pre-forging and final forging respectively. A 250-ton closed single-point press performs edge trimming. If it is an integral connecting rod, it needs to be equipped with two trimming presses for punching and trimming separately, or one press for punching and trimming with a composite die. A friction press performs thermal correction. Cooling line after forging or quenching and tempering with residual heat after forging.
Roll forging-making blanks can effectively solve the problem of large cross-section differences in complex forgings, making the forging shape closer to the linear shape and size of the forgings, reducing forging flash, and saving raw materials. Since the friction press has the dual working characteristics of a die forging hammer and a forging press, pre-forging, final forging, and correction forming are performed on the friction press. The process is relatively stable and the quality of the forgings is good. It also has high productivity. The roll forging machine of this production line can be equipped with a semi-automatic feeder or an automatic roll forging manipulator. Conveyor belts are used to transport forgings between processes. This type of connecting rod forging production line is more suitable for small and medium-sized enterprises.

2. Electro-hydraulic hammer production line
Medium frequency induction heating furnace (300Kw) – Roll forging machine (φ370mm) – Hydraulic die forging hammer (25KJ) – Open press (1000KN) – Waste heat quenching tank (900℃) – Forging reheating (115KVA) or controlled cooling after forging Wire
The diameter of forged copper is 370mm, and the robot arm is mechanically linked to the roller forging machine. The maximum impact energy of hydraulic die forging is 25KJ. The strike parameters of the liquid hammer, such as strike energy, strike interval time, etc., can be pre-selected for program control. The thickness deviation of forgings is basically within ±0.2mm. The trimming die is equipped with a nitrogen cylinder, which can position and hold the forgings before trimming. The deformation produced by forgings during trimming is very small.
3. Mechanical press production line
Medium frequency induction heating furnace (500KW)-Roll forging machine (φ460mm)-Mechanical press (25000KN)-Closed double-point press (3150KN)
This production line is easy to realize automated production, has low noise, and a good working environment. It can produce various types of engine connecting rods, including car connecting rods. The production efficiency can produce 8,000 connecting rods per shift, and the product quality is very good.